Decorative Radiators
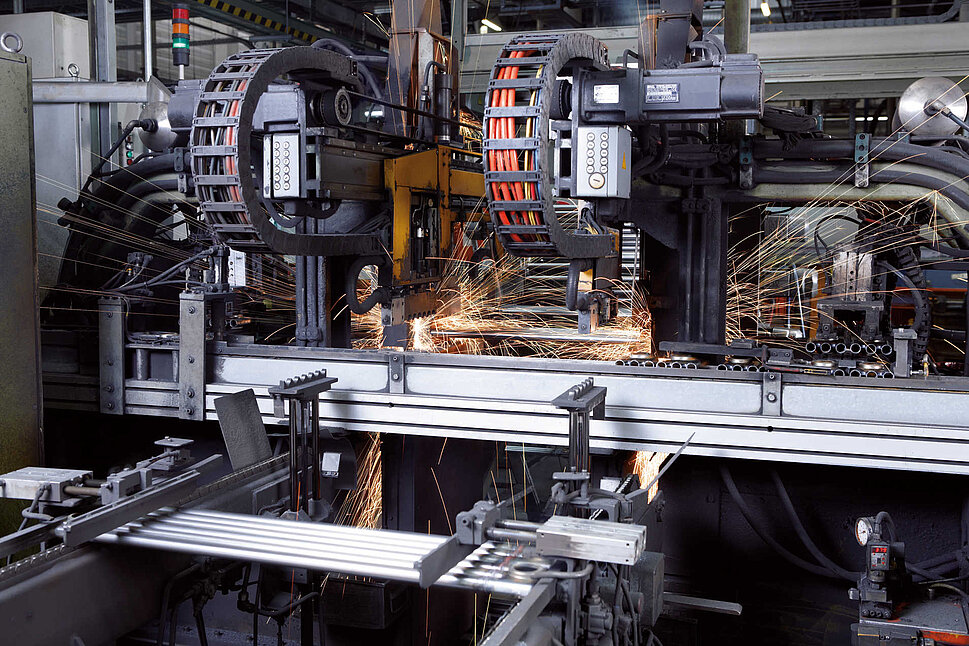
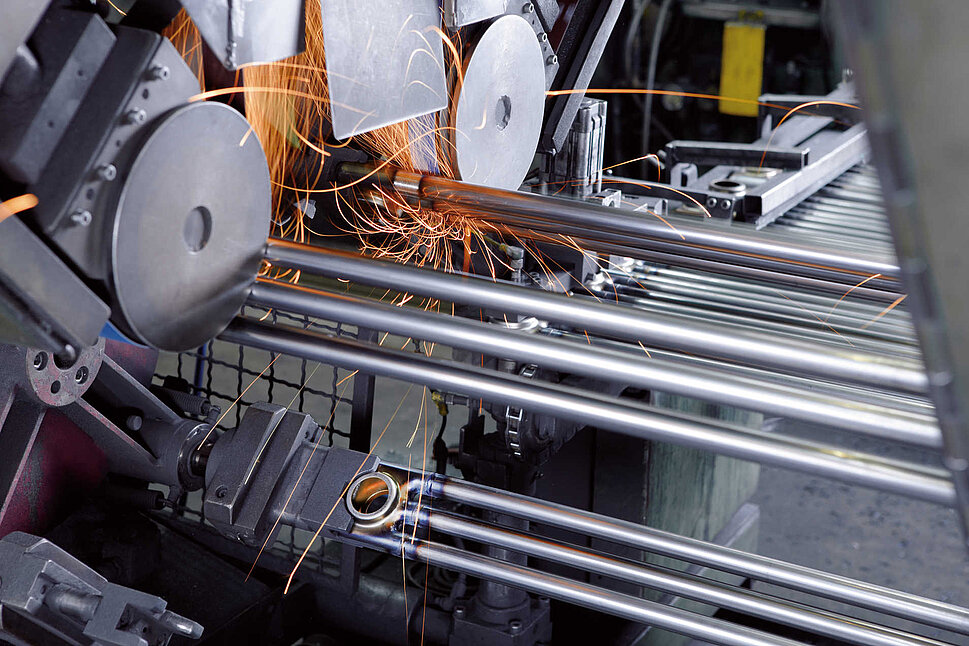
Manufacturing the Multi-column
The Zehnder Charleston radiator has played a key part in the company’s success for nearly 100 years. Continuous advances in the quality of production methods and technology has kept the Charleston Multi-column at the forefront of the radiator market. Take a look behind the scenes to discover how they are made.